Práškové lakování
Průmyslová lakovna s řešením pro každý projekt
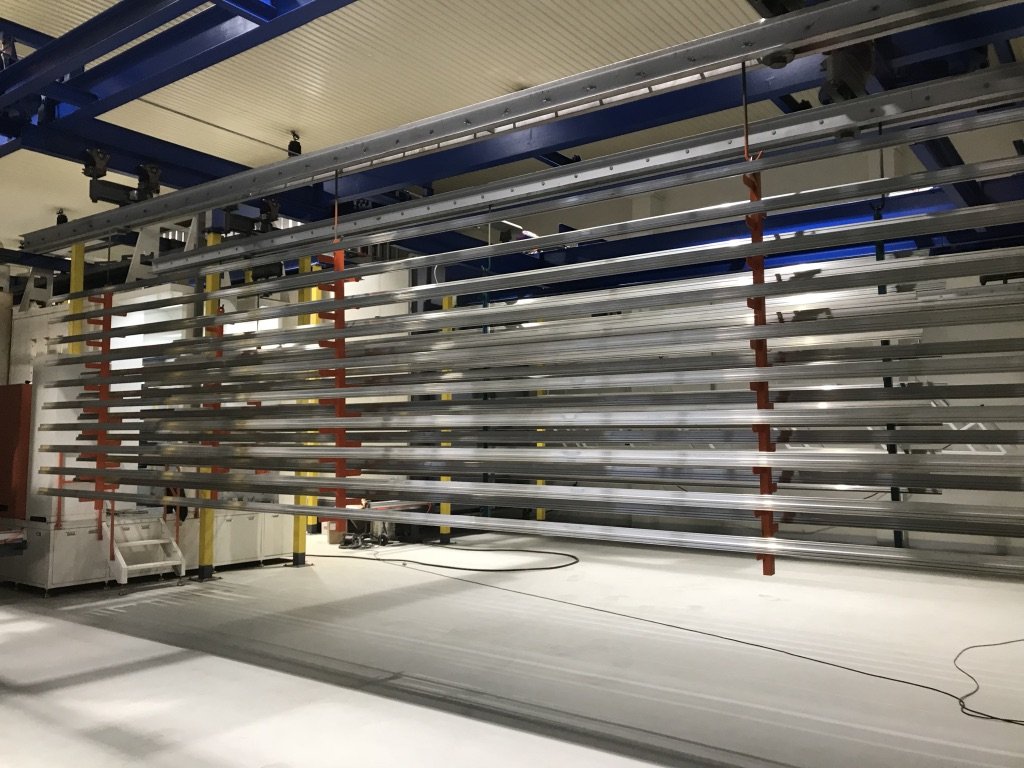
Lakujeme hliník i ostatní materiály do rozměrů 9,5 m délky, 2,4 m výšky, 1,2m šířky a 2500Kg váhy.

Komplexní služby naší lakovny
Jsme jedna z největších lakovacích linek v ČRPoskytujeme řešení pro vaše projekty. Naše instalované technologie umožňují práškově lakovat požadované materiály (hliník, ocel i nerez) a to až do rozměrů délky 9,5 m, výšky 2,4 m, šířky 1,2 m a váhy 2500 kg. Pro zajištění vysoké kvality lakování provádíme chemickou i mechanickou předúpravu lakovaného povrchu s aplikací celého spektra RAL barev. Pro speciální projekty provádíme i vícevrstvé lakování včetně tmelení mezi jednotlivé vrstvy a případně aplikaci mokrého lakování. Dále nabízíme odbornou podporu pro technická řešení a to včetně testování dle požadavků Qualicoat a GSB.
Svým zákazníkům nabízíme moderní pracoviště, vyspělou logistiku, flexibilitu a ochotu přizpůsobit se jejich přáním.









Proč spolupracovat s ŠUSTR Lakovna?

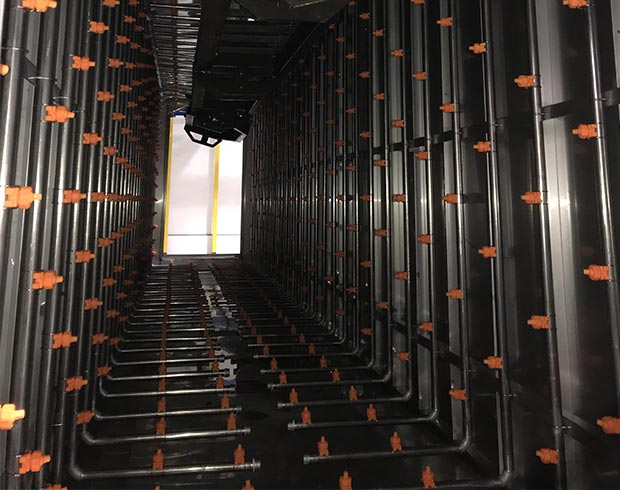
Dostupné technologie
(efektivní a flexibilní provoz)
Lakovna je koncipována jako vícekomorové řešení, kdy jednotlivé technologické kroky jako předúprava, sušení, aplikace prášku a vypalování jsou nezávislé a samostatně nastavitelné.
Více informací
Zkušenost
a odbornost
Ochota se neustále zlepšovat a inovovat vede dle potřeb našich zákazníků k postupnému doplňování jednotlivých technologií.
Více informací
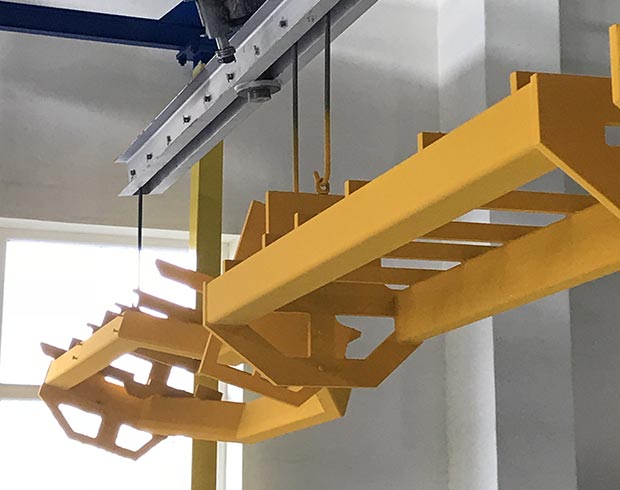
Různorodost
projektů
Zkušenost s velkými globálními projekty, ale i podpora drobných zakázek pro řemeslníky. Lakujeme od malých jednoduchých dílců, přes rozměrná vrata pro váš dům až po velké komplexní dílce pro vlakový průmysl.
Více informacíNe, naše technologie sice umožňuje lakovat rozměrné a těžké dílce, ale jsme schopni lakovat i menší výrobky nebo i větší počty série menších výrobků tak, aby došlo k optimálnímu využití kapacity. V současné době lakujeme pro naše zákazníky výrobky v rozsahu 0,5kg až 2,3 tuny.
Každý materiál má specifický proces k dosažení optimálního povrchu před lakováním. Hliník připravujeme buď mechanicky nebo chemicky, ocel také mechanicky nebo chemicky, přičemž chemický postup má pro každý materiál odlišné složení a probíhá v jiné komoře. Pro specifické projekty s požadavkem na extrémní korozivzdornost provádíme mechanickou i chemickou předúpravu. Pro dílce z nerezového materiálu používáme pouze mechanickou předúpravu.
Naše lakovna je certifikována dle ISO 9001 a veškeré technologické procesy jsou nastaveny dle Qualicoat standardu.
Používáme celé spektrum barev i dodavatelů barev dle přání zákazníka. Samozřejmostí je i zajištění speciálních odstínů v RAL. V současné době je většina aplikací od výrobců barev: Akzonobel, IGP, Aksalta a Tiger.
Vícevrstvé lakování zajišťuje především vyšší korozivzdornost (železo – 480hod v neutrální solné komoře, hliník – 1500hod v kyselé solné komoře). Další výhodou je dozajista mechanická odolnost a celkově lepší estetika povrchu.
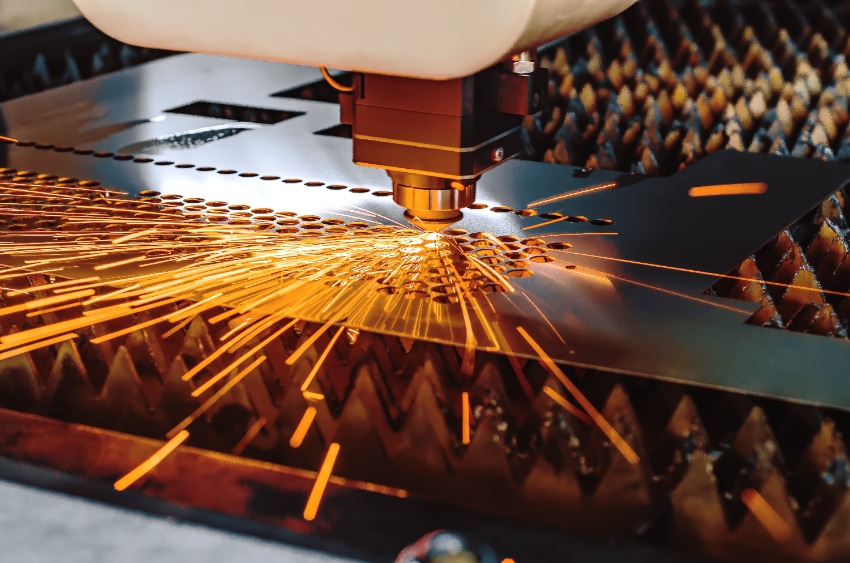
Pálení plechu laserem, ohraňovací lis lis CNC 3D
Svým zákazníkům nabízíme součinnost těchto strojů a naší práškové lakovny.
Pálení plechu laserem - velikost stolu 4 x 2m max. tloušťka palénehé materiálu 20mm
Ohraňovací lis CNC 3D - 4000mm, program DELEM 69
Realizace z naší lakovny
Prohlédněte si výsledky naší práce


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Provozovna
- Podlažice 136, 538 51, Okres Chrudim
Fakturační adresa:
- Zbyněk Šustr s.r.o. | Podlažice 136, 538 51 Chrast
- IČO 28784278 | DIČ CZ28784278
Poptávky
- info@sustrgroup.com | +420 777 308 776 (i mezinárodní obchod)